您好,歡迎登陸泊頭市輝宏機械制造有限公司網站,我們專業生產機床鑄件,鑄鐵T型槽平臺等產品,虔誠期待您的來電或來廠洽談!








 電話:0317-8259968
電話:0317-8259968傳真:0317-8086616
銷售聯系人:18333767779(李女士)
15720412968(張女士)
網址:http://www.sbbrother.com
地址:河北省泊頭市工業開發區
HT250鑄件的應用
作者:bthhjx1 發布時間:2017-03-28
內容摘要:1、樹脂砂型鋼度好,澆注初期砂型,這就有條件利用鑄鐵凝固過程的石墨化膨脹,地縮孔、縮松缺陷,實現灰鑄鐵、球墨鑄鐵件的少冒口、無冒口鑄造。 2、實型鑄造生
1、樹脂砂型鋼度好,澆注初期砂型,這就有條件利用鑄鐵凝固過程的石墨化膨脹,地縮孔、縮松缺陷,實現灰鑄鐵、球墨鑄鐵件的少冒口、無冒口鑄造。
2、實型鑄造生產中采用聚苯乙烯泡塑模樣,應用味喃樹脂自硬砂造型。當金屬液澆入鑄型時,泡沫塑料模樣在高漫際金屬液作用下氣化,燃燒而消夫,金屬液取代了原來泡汪塑料所占據的位置,冷卻凝固成與模樣形狀相同的實型鑄件。
3、相對來說,消失模鑄造對于生產單件或小批量的汽車覆蓋件,機床床身等大型模具袍之傳統砂型有很大優勢,它不但省去了昂貴的木型費用,而且便于操作,縮短了生產周期,提高了生產效率,具有尺寸,加工余量小,表面質量好等優勢。
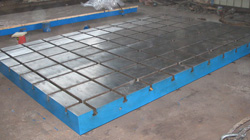
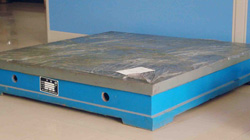
大型鑄件、機床鑄件的結構特點
機床鑄件的種類雖然很多,但從鑄造工藝的角度來看,在結構上主要有以下一些特點:
1)機床鑄件中的基礎件都是箱體形結構,并增設了很多加強筋,致使鑄件結構形狀較為復雜。鑄造時需要用較多的型芯,還常常要用型芯撐來固定型芯;澆注時型芯產生的氣體也難以排除,容易產生氣孔、砂眼等缺陷。
2)鑄件上的一些部位,如導軌面、軸孔和T型槽(增加加工余量后)等處較厚大,除易產生縮孔、縮松外,還由于鑄鐵性能對壁厚較敏感,而易使該處組織疏松,石墨粗大,硬度低,不。當這些部位的厚度與周圍連接壁相差過大時還易產生裂紋等缺陷。
3)一些承受油壓、切削液壓力的鑄件,要求具有較高的氣密性,不允許有滲漏現象。
4)由于切削加工向自動化、高速化、切削方向發展,數控機床的出現,使機床鑄件結構產生一些變化,帶來一些鑄造工藝的問題。如:由于裝入數控裝置,箱體鑄件內電線很多,需要在鑄件壁和筋上設孔以便布線,而這些孔的位置不都處在容易設置型芯排氣的位置。此外,由于這些孔削弱箱體的強度和剛度,在其邊緣易產生裂紋,常需設筋、凸邊予以加強,常需設筋、凸邊予以加強,致使結構 復雜化。另外,承接切削的托盤也會隨之增大,使鑄件輪廓尺寸變大。