您好,歡迎登陸泊頭市輝宏機械制造有限公司網站,我們專業生產機床鑄件,鑄鐵T型槽平臺等產品,虔誠期待您的來電或來廠洽談!








 電話:0317-8259968
電話:0317-8259968傳真:0317-8086616
銷售聯系人:18333767779(李女士)
15720412968(張女士)
網址:http://www.sbbrother.com
地址:河北省泊頭市工業開發區
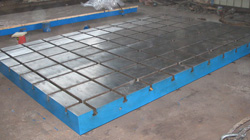
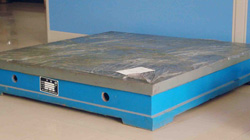
生產機床鑄件爐前脫硫處理
作者:bthhjx1 發布時間:2016-10-21
內容摘要:生產機床鑄件爐前脫硫處理
鐵液脫硫可減少球化劑用量和鑄件中硫化物夾渣的數量。發達 球鐵生產幾乎全部采用脫硫工藝,要求脫硫后S≤0.01%,我國條件下,目標位為S≤0.02%,錫柴和常柴可達到S≤0.015%。
包底Na2CO3沖入法處理,方法簡便但脫硫率低,效果不穩定,處理時煙塵污染環境,對咽喉有刺激性。在規模生產的球鐵車間,宜將脫硫劑置于液面,采用機械攪拌法、搖包法或氣動攪拌法進行脫硫。其中氣動法較為簡單,動力消耗少, 為流行。氣動脫硫裝置可設于前爐上游,進行連續脫硫,亦可在爐前單包間斷脫硫。氣動源多為N2。
脫硫劑分CaC2系和CaO兩大類。CaC2脫硫效果好,可將硫由0.04~0.06%降至0.01%以下,浮渣呈顆粒狀易于去除,只是它的價格貴、熔點高,又礙于運輸和保管,故限于近點供應。CaO系使用較為普遍。無論是那一系脫硫劑,都應具有抗潮、的特性。活性CaO經表面成膜處理,并加添加劑制成的復合脫硫劑,不受潮,去硫,氣動法脫硫,脫硫率在60~90%。產量不大的工廠,單包沖入法脫硫應采用低熔點復合脫硫劑,脫硫率為30~50%,此時脫硫渣呈熔融狀。 氣動脫硫后,鐵液進入感應爐提溫。