電話:0317-8259968
電話:0317-8259968傳真:0317-8086616
銷售聯系人:18333767779(李女士)
15720412968(張女士)
網址:http://www.sbbrother.com
地址:河北省泊頭市工業開發區
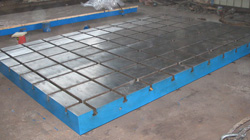
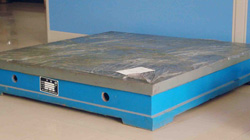
大型機床鑄件工藝和選材
大型機床鑄件澆注時位置的選擇對鑄件質量、造型方法、砂箱尺寸、鑄鐵平板,鑄鐵平臺加工余量等都有著很大的影響。所以在選定澆注位置時應以鑄件質量為主,一般應注意下面的幾個原則:對于具有大面積的薄壁部分放在鑄型的下部,同時盡量使薄壁立著或傾斜著澆注,這樣有利于金屬的充填。由于泥芯較長,剛度不夠,在金屬液的浮力作用下,泥芯產生如圖虛線所示的彎曲變形。若改為立澆,就可以避免上述不良情況的產生。它將大型鑄件大面積的薄壁部分放在鑄件的下面,使這部分能在較高的金屬液壓力下充滿鑄型,防止澆不足。對于一些需要補縮的鑄件,應把截面較厚的部分放在鑄型的上部或側面。
機床鑄件選材:
1、生鐵
方尺,球墨鑄鐵用生鐵按GB1412-78選用,鑄造用生鐵按GB718-82選用。標準按化學成分將生鐵分為若干組、類、級,但不考慮含碳量。用戶根據含硅量選擇生鐵牌號,根據含錳量選擇組,根據含磷量選擇級,根據含硫量選擇類。具體選擇哪一種,要根據不同鑄件的要求。硅和錳不是無素,可根據需要選擇。
2、鐵合金
常用的各類合金 按其合金含量分類保管,不得混雜對所有金屬爐料都 提出塊度要求。如生鐵、廢鋼和回爐料塊度過大,不僅降低熔化速度,而且爐料容易搭棚,使熔化過程不能正常進行,從而降低鐵水質量。而鐵合金如果塊度太大則不易熔化,造成鐵水化學成分不穩定,塊度太小,則容易氧化。生產球墨鑄鐵用的球化劑,目前國內普遍采用稀土鎂合金,這種合金已有商品供應,但鑄造廠往往根據鑄件材質需要及原材料情況自己熔制中間合金。自制時,為成分的均勻,每熔制一批,經集中破碎混合后,取樣五個(每個一小包)進行成分分析,然后取平均值。稀土鎂合金的塊度對球化質量有重要的影響,尤其是用沖入法球化處理時。粒度太小,沸騰強烈,合金的吸收率降低,造成球化不良;粒度太大熔化及沸騰滯后太多,合金容易漂起,也降低吸收率。