您好,歡迎登陸泊頭市輝宏機械制造有限公司網站,我們專業生產機床鑄件,鑄鐵T型槽平臺等產品,虔誠期待您的來電或來廠洽談!








 電話:0317-8259968
電話:0317-8259968傳真:0317-8086616
銷售聯系人:18333767779(李女士)
15720412968(張女士)
網址:http://www.sbbrother.com
地址:河北省泊頭市工業開發區
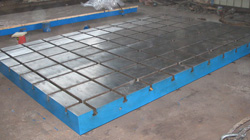
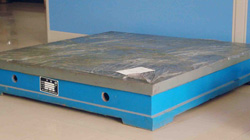
機床鑄件澆注溫度過低產生氣孔分類
作者:bthhjx1 發布時間:2016-11-19
內容摘要:機床鑄件澆注溫度過低產生氣孔分類
機床鑄件澆注溫度過低產生氣孔分類
1、硫化錳氣孔:此種氣孔位于灰鐵鑄件表皮以下且多在上面,常在加工后顯露出來,氣孔直徑約2-6mm有時孔中含有少量熔渣,金相表明,此缺陷是由MnS偏析與熔渣混合而成,原因是澆注溫度低,同時鐵液中含Mn和S量高。適量的含S量和適宜的含Mn量可以顯著鐵液純度,從而的防止這類缺陷。
2、砂芯氣體引起的氣孔:氣孔和多空性氣孔常因砂芯排氣不良而引起。因為造芯時砂芯多在芯盒中硬化,這就常使砂芯排氣孔數量不夠。為了形成排氣孔,可在型芯硬以后補充鉆孔。
3、液體夾渣:加工后灰鐵鑄件表皮之下會發現一個個單體的小孔,孔的直徑一般為1-3mm個別情況下只有1-2個小孔,這些小孔與少量的液體夾渣一起出現,但該處未發現S偏析。這種缺陷與澆注溫度有關,澆注溫度高于1380度時,鑄件中未發現這種缺陷,所有澆注溫度應該控制在1380-1420度。